


AT和SC哪種切割方式更合適OCXO晶振?
來源:http://m.11ed.cn 作者:金洛鑫電子 2019年02月25
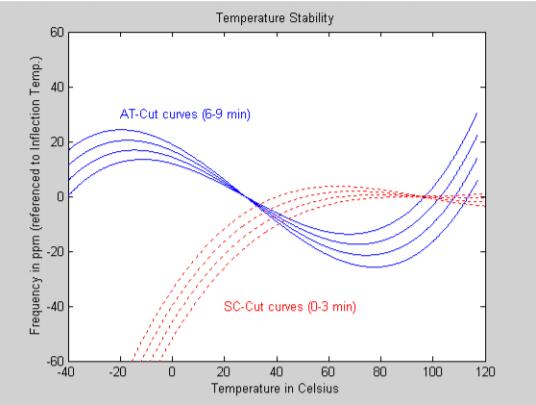
以往探討晶體切割方式時,提到最多的基本都是AT切割,因為這是切割晶體時,比較常用的一種,今天討論的主題是OCXO晶振的切割,分別有兩種AT和SC。不同的切割方式,生產出來的晶振是一樣的,因此針對不同類型的晶振,會使用不同的切割,OCXO也叫做烤箱恒溫晶體振蕩器,制造商一般采用SC,但AT切口有不同的溫度穩定性曲線,將兩者用來比較,本文主要分析SC和AT切割的性能,成本兩大方面的比較,看看哪種更適合用于OCXO設計。為了方便比較,下圖表示了AT和SC。
SC切割:
伯爵埃爾尼斯于1976年在理論上對SC進行了定義.Jack Kusters后來在1977年通過實驗證實了這一點[1]。切割是雙旋轉并且由θ=34.11度和phi=21.93度定義。
字母SC代表“壓力補償”。由于石英是各向異性的,因此可以通過在phi方向上的第二次旋轉來減少或消除AT切割中看到的應力。[2]通過計算,21.3°的phi旋轉將不會產生應力引起的頻移。
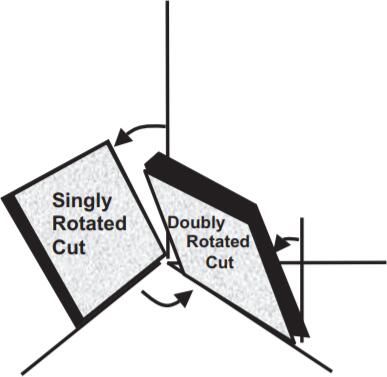
圖2
在上轉折點切割AT的溫度曲線:
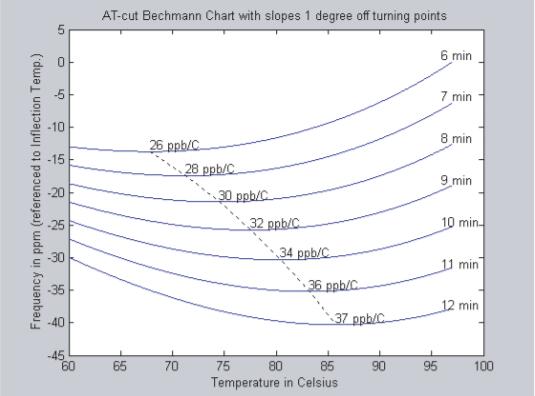
圖3
在OCXO振蕩器應用中,AT切割角度由零斜率點或轉折點定義。轉折點和爐控制的斜率是頻率穩定性的主要變量。溫度通常設定在規格要求的上限環境溫度10°C。對于0-70°C應用,烤箱設置為85°C+/-5°C。指定轉折點角度以匹配烤箱溫度。
在圖3中,我們還顯示每條曲線的局部斜率為轉折點±1°C。如果烤箱控制低于AT切割晶體轉折點的±1°C,這使OCXO設計人員能夠看到預期的穩定性。如果烤箱可以保持更緊密,那么可以實現更嚴格的穩定性。
在削減:
AT切割是業內最常用的切割角度。它在很寬的溫度范圍內具有非常好的性能。切割是在35°θ旋轉的Y桿上進行的。
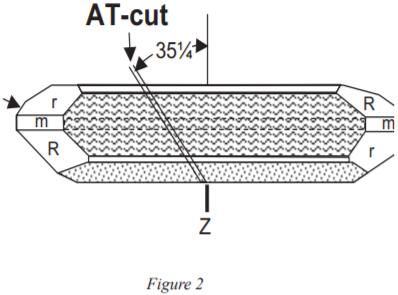
圖4
下轉折點SC角的溫度曲線;
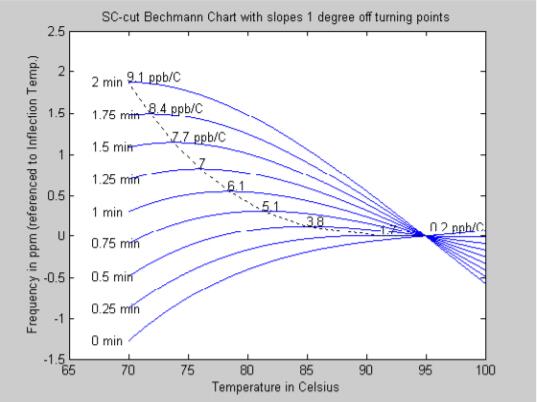
圖5
在上面的SC曲線(θ等效)中,注意曲線的局部斜率與前面顯示的AT曲線相比。斜率的5倍改善是SC切割用于更嚴格的穩定性應用的一個原因。還要注意角度分布更緊密,以實現OCXO石英晶振所需的典型烤箱范圍內的調諧點。
SC削減了性能改進:
如上所述,SC削減是壓力補償。減少石英晶體中的應力效應會帶來以下性能改進[3]:
安裝座上的機械應力(壓縮),導致頻移更少,降低衰老。
石英晶體諧振器單元中的老化始終是高穩定性器件中的關注點。安裝件對晶片邊緣的應力(壓縮或張力)導致頻率負向移動。隨著時間的推移,這種壓力會放松并導致頻率正向移動。SC切割使這種頻率偏移最小化,并且比AT切割產生更好的老化。
較高的驅動水平會加熱石英并在石英中產生應力。SC允許在更改驅動器級別時降低頻率偏移。石英中的摩擦損失轉化為熱量。局部熱量(在電極區域下)設定石英中的熱梯度和應力。更多的驅動器等于更多的熱量。這種壓力導致頻率發生變化。由于驅動電平的變化,SC切割顯示出較低的頻率偏移。
烤箱加熱會導致石英的熱梯度,OCXO過沖將減少。
在OCXO恒溫晶振中,烤箱設計用于加熱石英裝置并使其保持恒定溫度。在最初的預熱期間,烤箱加熱器以100%的功率運行以縮短預熱時間。在此期間,石英中的溫度梯度最差,導致石英中的應力。一旦烤箱達到設定溫度(通常為85°C),頻率將繼續超出設定頻率。這稱為“過沖”。隨著壓力繼續穩定,頻率將繼續移動,直到溫度梯度(由于烤箱)達到平衡。SC切割顯示出比AT切割更少的過沖。
重力會對石英施加應力,導致沖擊或振動下的頻率偏移。降低G靈敏度。
在高穩定性應用中,G靈敏度非常重要,可以在運行時看到運動。這可以是諸如車輛或空中的移動應用。或者可以在任何會發生沖擊或振動的應用中指定。動量變化產生的機械力會影響OCXO恒溫晶振的頻率穩定性。這通過力的量來量化為“G”(一個重力)。對于給定的應用,可以指定每G的最小ΔF。安裝座中石英的應力變化會導致頻率發生變化。對于SC切割,可以滿足幾十ppb/G的規格。AT減少了10倍。這些數字見于一個“G”,但如果在10G到1000G時出現振動或沖擊,則頻移應乘以該數量。
烤箱的變化會導致小的瞬態,導致熱應力,降低短期穩定性。
在OCXO烤箱中,烤箱溫度控制盡可能緊密。如果外部溫度發生變化,烤箱會做出反應以補償這種變化。這些變化很快發生,通常非常小,但會在石英中產生溫度瞬變和熱應力。應力影響頻率漂移.CC切割對此瞬態的反應較小,從而產生更好的短期穩定性。
SC需要更嚴格的校準:
SC切割具有較低的Cm值(在給定頻率下)與AT切割相比較。這意味著電路中的頻率拉低更少,從而導致更嚴格的校準要求。SC需要校準至少比同等AT切割低3倍,以便設置振蕩器的頻率。
成本問題:
為什么SC削減比AT削減更昂貴?兩次輪換比一次更難。
切割操作勞動強度大,難以控制。隨著第二次旋轉(φ),θ角也旋轉。如果一個角度移動,第二個角度也會移動。
SC的角度公差比AT更嚴格。對于SC,θ角度窗口通常為0.7分鐘寬。對于80-90°C的類似轉折點范圍,AT角大約為4.0分鐘。更緊密的角度具有更多的產量損失.CC切割具有額外的研磨操作由于SC的非常緊密的θ要求,在鋸切操作之后晶片有時被“角度校正”。這種增加的操作提高了產量但增加了人工成本。
SC可以實現更高的Q值:
盡管不是與應力相關的效應,但是SC降低Cm值導致晶體中的Q更高。較高的Q導致石英晶體振蕩器中更好的相位噪聲,這在高穩定性應用中是非常期望的。
SC需要真空密封外殼:
SC切口對壓力敏感,需要真空密封外殼以允許更低的阻力和更高的Q.AT切割將受益于真空密封,但SC幾乎總是需要這樣才能獲得適當的性能。真空密封通常通過冷焊或玻璃密封來完成,這是更昂貴的包裝。
SC振蕩器需要頻率陷阱:
SC切割晶體在C模式下運行。必須捕獲同樣強大的第二模式B模式,以避免電路在錯誤的頻率上運行。這種額外的電路成本更高,占用更多空間。
我們已經討論了AT和SC切割晶體的差異。在Oscillator應用中,SC切割可帶來更好的溫度穩定性(<10ppb)。SC切割也可以實現更好的老化(<2ppb/天)。SC切割具有更高的Q值,從而實現更低的相位噪聲。為了實現SC的這些性能提升,由于更多的勞動力和更低的AT產量,制造成本更高。
通過以上的討論和比較,得出的結論是SC切割明顯更適合恒溫晶體振蕩器,但是成本會比較好,AT切割成本低,差異也不是很大,而且方便量產,AT跟SC切割都有自己的優點和缺點,但大部分的晶振廠家為了其性能更好,更穩定,仍然會使用SC切割。
圖1
可以看出,AT是寬溫度范圍內的首選切口。在25°C(拐點溫度)附近對稱,可以產生在-55°C至125°C范圍內具有良好穩定性的角度.C切割的拐點溫度為92°C,在較熱端非常平坦,但尾部關閉很快就冷了。對于OCXO應用,晶振的工作溫度通常在80-100°C的范圍內。SC切割:
伯爵埃爾尼斯于1976年在理論上對SC進行了定義.Jack Kusters后來在1977年通過實驗證實了這一點[1]。切割是雙旋轉并且由θ=34.11度和phi=21.93度定義。
字母SC代表“壓力補償”。由于石英是各向異性的,因此可以通過在phi方向上的第二次旋轉來減少或消除AT切割中看到的應力。[2]通過計算,21.3°的phi旋轉將不會產生應力引起的頻移。
圖2
圖3
在圖3中,我們還顯示每條曲線的局部斜率為轉折點±1°C。如果烤箱控制低于AT切割晶體轉折點的±1°C,這使OCXO設計人員能夠看到預期的穩定性。如果烤箱可以保持更緊密,那么可以實現更嚴格的穩定性。
在削減:
AT切割是業內最常用的切割角度。它在很寬的溫度范圍內具有非常好的性能。切割是在35°θ旋轉的Y桿上進行的。
圖4
圖5
SC削減了性能改進:
如上所述,SC削減是壓力補償。減少石英晶體中的應力效應會帶來以下性能改進[3]:
安裝座上的機械應力(壓縮),導致頻移更少,降低衰老。
石英晶體諧振器單元中的老化始終是高穩定性器件中的關注點。安裝件對晶片邊緣的應力(壓縮或張力)導致頻率負向移動。隨著時間的推移,這種壓力會放松并導致頻率正向移動。SC切割使這種頻率偏移最小化,并且比AT切割產生更好的老化。
較高的驅動水平會加熱石英并在石英中產生應力。SC允許在更改驅動器級別時降低頻率偏移。石英中的摩擦損失轉化為熱量。局部熱量(在電極區域下)設定石英中的熱梯度和應力。更多的驅動器等于更多的熱量。這種壓力導致頻率發生變化。由于驅動電平的變化,SC切割顯示出較低的頻率偏移。
烤箱加熱會導致石英的熱梯度,OCXO過沖將減少。
在OCXO恒溫晶振中,烤箱設計用于加熱石英裝置并使其保持恒定溫度。在最初的預熱期間,烤箱加熱器以100%的功率運行以縮短預熱時間。在此期間,石英中的溫度梯度最差,導致石英中的應力。一旦烤箱達到設定溫度(通常為85°C),頻率將繼續超出設定頻率。這稱為“過沖”。隨著壓力繼續穩定,頻率將繼續移動,直到溫度梯度(由于烤箱)達到平衡。SC切割顯示出比AT切割更少的過沖。
重力會對石英施加應力,導致沖擊或振動下的頻率偏移。降低G靈敏度。
在高穩定性應用中,G靈敏度非常重要,可以在運行時看到運動。這可以是諸如車輛或空中的移動應用。或者可以在任何會發生沖擊或振動的應用中指定。動量變化產生的機械力會影響OCXO恒溫晶振的頻率穩定性。這通過力的量來量化為“G”(一個重力)。對于給定的應用,可以指定每G的最小ΔF。安裝座中石英的應力變化會導致頻率發生變化。對于SC切割,可以滿足幾十ppb/G的規格。AT減少了10倍。這些數字見于一個“G”,但如果在10G到1000G時出現振動或沖擊,則頻移應乘以該數量。
烤箱的變化會導致小的瞬態,導致熱應力,降低短期穩定性。
在OCXO烤箱中,烤箱溫度控制盡可能緊密。如果外部溫度發生變化,烤箱會做出反應以補償這種變化。這些變化很快發生,通常非常小,但會在石英中產生溫度瞬變和熱應力。應力影響頻率漂移.CC切割對此瞬態的反應較小,從而產生更好的短期穩定性。
SC需要更嚴格的校準:
SC切割具有較低的Cm值(在給定頻率下)與AT切割相比較。這意味著電路中的頻率拉低更少,從而導致更嚴格的校準要求。SC需要校準至少比同等AT切割低3倍,以便設置振蕩器的頻率。
成本問題:
為什么SC削減比AT削減更昂貴?兩次輪換比一次更難。
切割操作勞動強度大,難以控制。隨著第二次旋轉(φ),θ角也旋轉。如果一個角度移動,第二個角度也會移動。
SC的角度公差比AT更嚴格。對于SC,θ角度窗口通常為0.7分鐘寬。對于80-90°C的類似轉折點范圍,AT角大約為4.0分鐘。更緊密的角度具有更多的產量損失.CC切割具有額外的研磨操作由于SC的非常緊密的θ要求,在鋸切操作之后晶片有時被“角度校正”。這種增加的操作提高了產量但增加了人工成本。
SC可以實現更高的Q值:
盡管不是與應力相關的效應,但是SC降低Cm值導致晶體中的Q更高。較高的Q導致石英晶體振蕩器中更好的相位噪聲,這在高穩定性應用中是非常期望的。
SC需要真空密封外殼:
SC切口對壓力敏感,需要真空密封外殼以允許更低的阻力和更高的Q.AT切割將受益于真空密封,但SC幾乎總是需要這樣才能獲得適當的性能。真空密封通常通過冷焊或玻璃密封來完成,這是更昂貴的包裝。
SC振蕩器需要頻率陷阱:
SC切割晶體在C模式下運行。必須捕獲同樣強大的第二模式B模式,以避免電路在錯誤的頻率上運行。這種額外的電路成本更高,占用更多空間。
我們已經討論了AT和SC切割晶體的差異。在Oscillator應用中,SC切割可帶來更好的溫度穩定性(<10ppb)。SC切割也可以實現更好的老化(<2ppb/天)。SC切割具有更高的Q值,從而實現更低的相位噪聲。為了實現SC的這些性能提升,由于更多的勞動力和更低的AT產量,制造成本更高。
| 性能 | SC切割 | AT Cut |
| 老化 | 最好 | 好 |
| 溫度穩定性 | 最好 | 好 |
| 驅動電平靈敏度 | 最好 | 好 |
| G靈敏度 | 最好 | 好 |
| 頻率過沖 | 最好 | 好 |
| 音量/可用性 | 好 | 最好 |
| 交貨時間 | 好 | 最好 |
| 成本 | 更高 | 降低 |
正在載入評論數據...
相關資訊
- [2024-03-04]Jauch的40MHz的石英毛坯有多厚?...
- [2023-09-21]Skyworks領先同行的綠色生產標準...
- [2023-06-28]適合于超聲波的6G常用低成本貼片...
- [2020-07-13]應用到晶振的質量因數Q數字方程...
- [2020-07-03]多晶振蕩器的存在與作用還有多少...
- [2020-06-29]何時使用Oscillator與時鐘才最合...
- [2020-06-24]組成TCXO振蕩器的5個核心元器件...
- [2020-06-08]Cardinal壓控振蕩器的鎖相環基礎...
 業務經理
業務經理 客服經理
客服經理
